浸渍钎焊环境试验文献

 试验室试验环境要求-副本
试验室试验环境要求-副本
试验室试验环境要求-副本
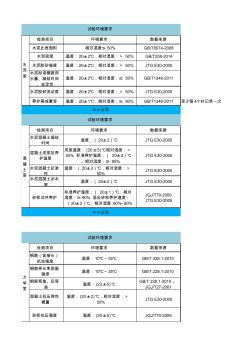
检测项目 环境要求 数据来源 水泥比表面积 相对湿度≤ 50% GB/T8074-2008 水泥密度 温度: 20±2℃,相对湿度:> 50% GB/T208-2014 水泥胶砂强度 温度: 20±2℃,相对湿度:> 50% JTG E30-2005 水泥标准稠度用 水量、凝结时间 、安定性 温度: 20±2℃,相对湿度:≥ 50% GB/T1346-2011 水泥胶砂流动度 温度: 20±2℃,相对湿度:> 50% JTG E30-2005 养护箱或雾室 温度: 20±1℃,相对湿度:≥ 90% GB/T1346-2011 至少每 4小时记录一次 检测项目 环境要求 数据来源 水泥混凝土凝结 时间 温度:( 20±2)℃ JTG E30-2005 混凝土成型及养 护温度 成型温度: (20±5)℃相对湿度:> 50%。标准养护温度:( 20±2)℃ 、相对湿度:≥ 95% JTG E30
 极寒环境防爆试验用试验箱研制
极寒环境防爆试验用试验箱研制
极寒环境防爆试验用试验箱研制
研制一种试验箱,其测试室内可以模拟极寒环境,并能对防爆电气样品进行防爆性能、启动性能和运行性能的测试,满足项目研究需要。