连续焊接常见焊接形式文献

 焊接位置&接头形式
焊接位置&接头形式
焊接位置&接头形式
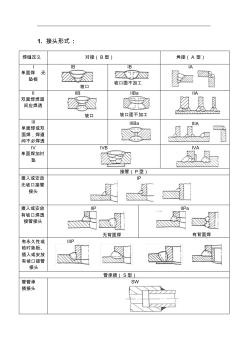
1. 接头形式 : 焊缝定义 对接( B型) 角接( A 型) I 单面焊 无 垫板 IB 坡口 IB 坡口面不加工 IA II 双面焊焊道 间应焊透 IIB 坡口 IIBa 坡口面不加工 IIA III 单面焊或双 面焊,焊道 间不必焊透 IIIBa IIIA IV 单面焊加衬 垫 IVB IVA 接管( P型) 插入或安放 无坡口接管 接头 IP 插入或安放 有坡口焊透 接管接头 IIP 无背面焊 IIPa 有背面焊 有永久性或 临时垫板、 插入或安放 有坡口接管 接头 IIIP 管承插( S型) 管管承 插接头 SW 2. 焊接位置 对 接 焊 缝 角 接 焊 缝 平焊:试板位于水平位 置,由上面熔敷 填充金属 1 G 船形焊:试板的配置使焊缝位于水 平位置,焊缝喉部位于垂 直位置。 1F 横焊:试板位于垂直位 置,焊缝轴线位 于水平位置 2
 常见焊接失败的原因
常见焊接失败的原因
常见焊接失败的原因
2. 常见焊接失败的原因 2.1 对接焊 案例一:北方某地, PE80管道外径 200mm,SDR11,通过强度试验压力 0.6MPa和气密性试验,运行压力 0.07MPa,运行 四个月后巡线发现泄漏,开挖后发现焊口处泄漏(见图 1),观察其焊缝翻边,明显小于正常焊缝的宽度,第一感觉为焊接 温度低,吸热时间不足;剖开泄漏处,焊接面光亮如镜,焊口为脆性断裂,并且在焊接面上留有镶入的铁屑和泥土砂粒。 图 1 运行四个月焊口泄漏剖为脆性断裂 原因分析:将“用热板平整待焊接端面”的过程遗漏,直接开始“吸热”后对接;焊缝的翻边明显偏小,端面不平整 造成焊接面吸热不足,使聚乙烯( PE)大分子未获得足够的能量和空间进行迁移、缠绕,从而未达到应有的强度和性能,在 管道内应力作用下四个月时间即发生开裂。 案例二:北方某地敷设聚乙烯( PE)管道,公称外径 250mm,SDR17.6,材料等级 PE80,焊