连续焊接常见形式文献

 药皮涂层连续焊接结构钢焊条的研制
药皮涂层连续焊接结构钢焊条的研制
药皮涂层连续焊接结构钢焊条的研制
药皮涂层连续焊接结构钢焊条的研制——根据多股绞合钢丝绳生产原理和焊条涂敷原理研制出药皮涂层连续焊接结构钢电焊条。该焊条能够替代短电焊条。实现焊条焊接的自动化、半自动化生产。实验证明。该焊条具有良好的工艺性能和焊接质量。是一种效率高、经济性好的...
 焊接位置&接头形式
焊接位置&接头形式
焊接位置&接头形式
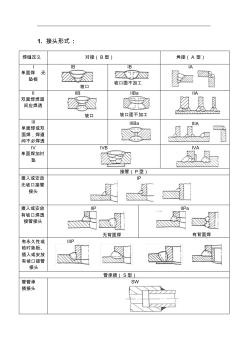
1. 接头形式 : 焊缝定义 对接( B型) 角接( A 型) I 单面焊 无 垫板 IB 坡口 IB 坡口面不加工 IA II 双面焊焊道 间应焊透 IIB 坡口 IIBa 坡口面不加工 IIA III 单面焊或双 面焊,焊道 间不必焊透 IIIBa IIIA IV 单面焊加衬 垫 IVB IVA 接管( P型) 插入或安放 无坡口接管 接头 IP 插入或安放 有坡口焊透 接管接头 IIP 无背面焊 IIPa 有背面焊 有永久性或 临时垫板、 插入或安放 有坡口接管 接头 IIIP 管承插( S型) 管管承 插接头 SW 2. 焊接位置 对 接 焊 缝 角 接 焊 缝 平焊:试板位于水平位 置,由上面熔敷 填充金属 1 G 船形焊:试板的配置使焊缝位于水 平位置,焊缝喉部位于垂 直位置。 1F 横焊:试板位于垂直位 置,焊缝轴线位 于水平位置 2