PLM-聚碳石膏型芯抗高压蒸汽性文献

 高压蒸汽养护(高温养护)
高压蒸汽养护(高温养护)
高压蒸汽养护(高温养护)
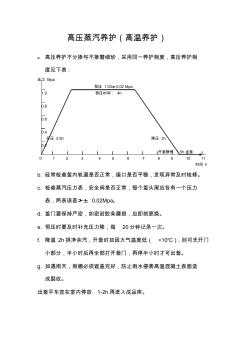
高压蒸汽养护(高温养护) a. 高压养护不分掺与不掺磨细砂,采用同一养护制度,高压养护制 度见下表 : 压力 Mpa 恒压 1.03±0.02 Mpa 1.0 恒压时间: 4h 0.8 0.6 0.4 升压 2.5h 降压 3h 0.2 开釜静停 1.5h出釜 0 1 2 3 4 5 6 7 8 9 10 11 时间 h b. 经常检查釜内轨道是否正常,接口是否平稳,发现异常及时检修。 c. 检查蒸汽压力表,安全阀是否正常,每个釜头尾应各有一个压力 表,两表误差≯± 0.02Mpa。 d. 釜门要保持严密,如密封胶条磨损,应即刻更换。 e. 恒压时要及时补充压力降,每 20分钟记录一次。 f. 降温 2h排净余汽,开釜时如因大气温度低( <10℃),则可先开门 小部分,半小时后再全部打开釜门,再停半小时才可出釜。 g. 如遇雨天,雨棚必须遮盖完好,防止雨水侵袭高温混凝土
 高压蒸汽管道方案
高压蒸汽管道方案
高压蒸汽管道方案
目 录 一、工程概况 ......................................................................................................................... 2 二、编制依据 ........................................................................................................................ 2 三、施工工艺程序 ................................................................................................................ 2 四、施工方法、