液压胀管机参数指标
采用液压胀管可以根据管板,管子的材料屈服限和几何尺寸计算得到。通常对常用设备中管子、管板的统计,选择300MPa作为公称胀管压力,增压枪的容积选择胀接长度200mm时,可满足胀管要求。
液压胀管机液压系统
电机 ‖ 压力表 ‖增压枪
↓ ↓ ↓
油泵 一 溢流阀一 电磁阀 一冷却器一过滤器
↓
油箱
液压胀管机液压系统原理
输出压力为0~31.5MPa,图4给出了系统压力与胀接压力的对应关系,可根据胀管时的压力要求调解系统的输出压力。压力调定后,在同一台换热设备的胀接过程中就不必再进行压力调整。这样每个被胀管口都锁定在一个压力级上。
液压胀管机设备配置
本词条主要是以老式液压胀管机为主要编写,该胀管机分为以下两种大类:
新型气动液压胀管机:系统由气驱动力站、高压连接电控传输系统及胀接器组成。[1]
老式液压胀管机:由电机、压力表、增压枪、油泵、溢流阀、电磁阀、冷却器、过滤器组成。增压速度相对新型气动液压胀管机要慢很多,老式液压胀管机由于效率太低,不节能、不环保,将来会逐步被新型胀管机所代替。
液压胀管机型号:
液压胀管机主要性能特点
高效率设计:
全方位夹持虎钳,使钻杆转动与回退操作非常容易。
方便的动力站与操作台连接方式,拆装省时省力。
独特的虎钳牙面结构设计,双向工作能够可靠实现。
拉管器配备密封装置,使更换的管线清洁、无污染。
全封闭柴油机动力站,噪音小,工作可靠。
无电控装置设计,设备适应性强。
钻杆在胀管的同时穿过下一根待换管线,完成一次就位两次胀管,大大提高工作效率,节约成本。
先进钻杆设计:
钻杆直径小,可以顺利穿过较小直径的各种待换被腐蚀管线。
螺纹钻杆,无环形连接设计,使钻杆通过障碍时不会造成V型弯曲。
钻杆柔性强,能够在弯曲道路(弯曲管线)上施工。
钻杆有空心设计,可方便与AirImpactor配合使用。
结构紧凑:
操作台结构紧凑,减少施工坑道尺寸。
通用性强:
能切割各种材质管线,主要包括:钢管,PVC,镀锌铁管,球墨铸铁管等。
能更换为几乎所有材质的管线。
可普遍用于饮用水管线,下水管道和煤气管线的更换。
实时监控:
操作台配备液压表,容许实时监控拉力大小。
两人操作方式,实现快速与密切监控操作。
液压胀管机工作原理
1.设备和模具在使用过程中产生的局部磨损。
2.制造过程中加工缺陷,
3.型腔的锈蚀斑等凹陷。
使用电源:单相220V±20% 50Hz
功率消耗:10-1000W
瞬时最大功率:大于40KW
功率模式:模式1~模式5。输出电流1~99可调;输出脉冲时间1~99可调。
连续输出时脉冲频率:五档可调(1Hz;2Hz;3Hz;5Hz;10Hz)
主机体积:(370×150×200)mm
主机重量:1320Kg
排气管设备:切管机一台【用于管材下料】,管端成型机【用于对高档消 声器产品对尾气管有特殊要求的用户,如内卷边,外卷边, 斜口卷边,异型卷边,涨管,缩管等】,弯管机一台。
排气管加工设备功能介绍:
1、控制轴数:3-6轴(伺服电机)
D/A:3-6路(油压阀、变频器)
I/O:64/64
2、存储容量:每个零件100个弯、存储零件数10000个
采用WINDOWS XP Embed操作系统
程序导入方式:⑴通过U盘 ⑵通过网络口 ⑶可扩展软驱,通过软盘导入
3、图形化操作界面显示:
1)操作错误显示提示信息。
2)具有诊断及警告功能
4、参数设定功能
5、手动控制功能
6)自动控制功能
7、I/O状态监视功能
8、弯管加工参数输入方式
9、弯曲回弹系数补偿
1)预设最小弯曲角度、最大弯曲角度
2)弯曲后实测实际弯曲值填入small Angle、large Angle
3)系统自动计算每个角度补偿值
10、干涉保护: 导模干涉保护、轮模干涉保护
1)输入导模干涉位置、轮模干涉位置
2)当送料轴进入导模干涉位置时,导模先退开然后送料。送料到位后,送料夹具松开、后退,然后导模复位做弯曲辅推
3)当送料轴进入轮模干涉位置时,动作暂停,并报警。

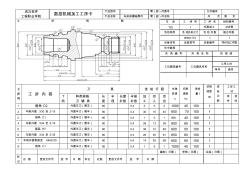 数控机械加工工序卡
数控机械加工工序卡
 探讨数控机械加工效率优化措施
探讨数控机械加工效率优化措施