1868年发展了Mushet自硬钢。属Mn-W系工具钢,使切削低碳钢的速度达到8m/min。典型成分为:C2.0%,W7%,Mn2.5%。随着19世纪工业革命的进展,工业用钢大量生产迫切要求机床和工具必须跟上。因此如何提高Mushet钢的性能使其所制工具切削速度能大幅度提高,已成为当时客观迫切的要求。Mushet钢的锰含量高因而降低Ac1临界点,使其很难软化退火,而且热脆性大,可锻性很差,淬火时易过热。因此19世纪末,在美国出现了低锰含铬的Cr-W系自硬钢
1870~1898英国Mushet自硬钢(C2%,W7%,Mn2.5%),切削中碳钢速度达到8m/min
1898~1900美国F.W.Taylor和英国M.White发明接近钢熔点的高温淬火和高温回火,并以Cr-W钢(C1.85%,W8%,Cr3.8%)取代Mushet的Mn-W自硬钢,从而创立了高速钢。切削中碳钢的切削速度达20m/min。1900年在巴黎国际博览会上表演高速切削成功
1903出现现代高速钢的原始成分(%):C0.7、W14、Cr4
1904美国JohnMathew向高速钢中加入0.3%V
1906试用电炉冶炼高速钢
1910确立T1(W18Cr4V)钢成分(C0.75%、W18%、Cr4.0%、V1.0%),切削中碳钢速度达30m/min
1912德国Becker向钢中加入3%~5%Co,提高了钢的热硬度
19183t电弧炉试炼高速钢成功,替代了坩埚炉,得以生产较大尺寸的钢锭和钢材
1923加入钴量达12%~15%,切削速度达40m/min以上
1932美国J.V.Emmons发明以Mo代替W的高钼钢M1
1937美国W.Breelor发明W-Mo系钢M2
1939美国J.P.Gill发明高碳高钒钢,称SuperHSS,含钒3%~5%,淬回火硬度达HRC67~68,耐磨性好,但可磨削性差
1953出现加硫(0.05%~0.2%)易切削高速钢
1958~1963平衡碳原理提出与应用,美国发明M40系列钢,硬度达到HRC70的超硬(Extra-hard)钢,最早为M41和M42
1965美国CrucibleSteels公司发明粉末冶金法生产高速钢
1970瑞典Stora-ASEA粉末冶金高速钢投产;电渣重熔高速钢开始用于大截面材生产;高速钢用于高载荷冷作模具日益增多
1980氮化钛涂层的物理气相沉积法(PVD)成功用于部分高速钢刀具,使用寿命成倍提高,对高速钢的应用和发展具有重要意义
1990~粉末高速钢新钢种热处理硬度达HRC70-72;综合性能优良的低合金高速钢重新受到重视和发展,替代部分通用高速钢,以节约合金资源

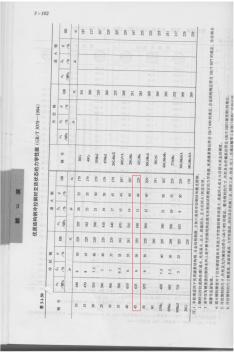
 常用钢管力学性能
常用钢管力学性能