压缩铸造压缩铸造工作原理文献

 压缩机的分类和工作原理
压缩机的分类和工作原理
压缩机的分类和工作原理
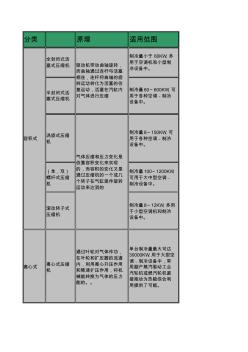
分类 原理 适用范围 全封闭式活 塞式压缩机 制冷量小于 60KW,多 用于空调机和小型制 冷设备中。 半封闭式活 塞式压缩机 制冷量60~600KW,可 用于各种空调﹑制冷 设备中。 涡旋式压缩 机 制冷量8~150KW,可 用于各种空调﹑制冷 设备中。 (单,双) 螺杆式压缩 机 制冷量100~1200KW, 可用于大中型空调﹑ 制冷设备中。 滚动转子式 压缩机 制冷量8~12KW,多用 于小型空调机和制冷 设备中。 离心式 离心式压缩 机 通过叶轮对气体作功, 在叶轮和扩压器的流道 内,利用离心升压作用 和降速扩压作用,将机 械能转换为气体的压力 能的。。 单台制冷量最大可达 30000KW,用于大型空 调﹑制冷设备中,常 用副产蒸汽驱动工业 汽轮机或燃汽轮机直 接拖动为热能综合利 用提供了可能。 驱动机带动曲轴旋转, 而曲轴通过连杆与活塞 相连,连杆将曲轴的旋 转运动转化为活塞的往
 压缩机灰铸铁件铸造工艺分析
压缩机灰铸铁件铸造工艺分析
压缩机灰铸铁件铸造工艺分析
通过对产品性能要求进行分析,确定压缩机灰铸铁件的实际元素和化学成分范围。通过计算,预测了材质的力学性能。采用均衡凝固技术设计浇注和补缩系统,进行实际浇注。结果表明,所设计的化学成分满足了产品的力学性能(特别是杨氏模量)和耐水压致密性要求。